



 Фазлутдинов К.К.
Фазлутдинов К.К.
 03.04.2019 (обновленно 05.08.2020)
03.04.2019 (обновленно 05.08.2020)
 11079 просмотров
11079 просмотров
Механизм и технология покрытия сплавом олово-свинец (ПОС). Структура и свойства.
Содержание:
1. Общие сведения об электрокристаллизации сплавов.
2. Виды сплавов олова со свинцом.
3. Механизм электроосаждения сплава олово-свинец.
4. Структура покрытия олово-свинец.
5. Свойства оловянно-свинцовых покрытий.
1. Общие сведения об электрокристаллизации сплавов.
Процессы гальванического осаждения оловянно-свинцовых сплавов известны с 1921 года, Впервые они были применены в морских торпедах, затем их стали наносить на сепараторы подшипников с целью уменьшения трения. Сегодня их также применяют в электротехнической и электронной продукции для защиты контактов. Отдельно олово-свинец используется в качестве металлорезиста при производстве печатных плат.
Принципиальная возможность соосаждения металлов определяется из уравнения Нернста. Необходимо, чтобы их потенциалы восстановления оказались близки:
E10 +(RT/zF)lna1 + η1 = E20 + (RT/zF)
При электроосаждении сплавов возможны явления деполяризации и сверхполяризации:
- Таким образом, процесс соосаждения олова и свинца облегчается тремя факторами:
Поэтому осаждение оловянно-свинцовых сплавов возможно из сильных кислотных растворов без комплексообразователей, с высоким выходом по току, в блестящем и матовом исполнении.
Физико-химические свойства сплава зависят от его процентного состава. Если состав сплава зависит от плотности тока, то на рельефной поверхности, вследствие неравномерного распределения тока, осадки сплава будут различными по составу, структуре и другим свойствам. Поэтому важно, чтобы в процессе осаждения реальная площадь катода не изменялась, например, за счет огрубления или образования дендритов.
|
Обозначение |
О - покрытие чистым оловом; О-С - покрытие сплавом олово-свинец; О-С(60)9 - покрытие сплавом олово-свинец с содержанием олова 60% и толщиной 9мкм. |
|
Толщина |
9-100мкм (оптимальное значение, возможна и большая толщина) |
|
Микротвердость |
118-198 МПа |
|
Допустимая рабочая температура покрытия |
200° C |
|
Допустимое содержание свинца в сплаве О-С |
5-95%
|
2. Виды сплавов олова со свинцом.
Олово-свинцовые сплавы могут существовать в широком диапазоне концентраций, однако на практике применяют три основных вида:
| Обозначение |
О-С, Sn-Pb |
| Температура плавления | 183° С |
| Электрическое сопротивление | 14,6 μОм*см |
| Теплопроводность | 50,9 Вт*м-1*К-1 |
| Коэффициент теплового расширения | 24,1* 10-6/°С |
| Поверхностное натяжение | 490 дин/см |
| Смачивание, угол контакта | 17°С (сек) |
| Прочность на сдвиг | 42 МПа |
| Предел прочности при растяжении | 19-56 MN*м-2 |
| Сопротивление ползучести | Плохое |
3. Механизм электроосаждения сплава олово-свинец.
3.1 Катодный процесс во фторборатном электролите.
Во фторборатном электролите осаждения сплава Sn-Pb оба металла находятся в виде простых фторборатов.
Свободная борфтористоводородная кислота вводится для предупреждения окисления двухвалентного олова и обеспечения равномерной работы анодов. Также свободная кислота повышает электропроводность раствора и предотвращает гидролиз борфтористоводородных солей, который может идти по уравнению:
Sn(BF4)2 + 2H2O ↔ Sn(OH)2 + HBF4
Борная кислота в электролите выполняет функцию буферной добавки. Она нивелирует действие фтористводородной кислоты, выделяющейся в результате разложения HBF4 по уравнению
HBF4 ↔ BF3 + HF
С повышением плотности тока содержание олова в сплаве увеличивается, так как потенциал выделения олова имеет несколько более отрицательное значение по сравнению с потенциалом выделения свинца.
На рисунке 1 показаны типичные поляризационные кривые для электроосаждения свинца, олова и сплава олово-свинец из фторборатного электролита.

Рисунок 1 — Поляризационные кривые:
а - осаждения свинца из раствора 0.30Н Pb2+, 5Н HBF4;
б - осаждения олова из раствора 0,77НSn2+, 5Н HBF4;
c - осаждения сплава олово-свинец из раствора 0,39Н Sn2+, 0,15Н Pb2+, 6,2Н HBF4
на платиновом вращающемся дисковом электроде. Скорость сканирования 10 мВ/сек. Скорость вращения катода указана на кривых в об/мин.
Стандартные потенциалы олова и свинца, как уже упоминалось ранее, близки. Это благоприятно сказывается на возможности их соосаждения, даже без применения лигандов. Но в процессе электролиза без функциональных добавок на покрытии обнаруживаются дендриты (рисунок 2). Сами покрытия при этом получаются пористыми и хрупкими.
.webp "Микроизображение дендрита на покрытии Sn-Pb")
Рисунок 2 — Микроизображение дендрита на покрытии Sn-Pb(60), полученном из фторборатного электролита без добавок. iк = 3А/дм2. Увеличение х200.
Дендриты увеличивают площадь катода, что отражается на поляризационных кривых как отклонения от предельного тока конвективной диффузии. Увеличенная площадь поверхности и неплоская геометрия электродов вызывают рост предельного тока (рисунок 1), превышающий ожидаемый из уравнения Левича для плоской поверхности:
i1 = 0,62nFACTD2/3ω1/2v-1/6
где:
i1 — предельный ток;
Ст — общая объемная концентрация Sn2+ и Pb2+ ;
D — коэффициент диффузии (предполагается, что он одинаков для обоих видов);
ω — скорость вращения;
v — кинематическая вязкость;
n — число переносимых электронов;
F — постоянная Фарадея;
A — площадь электрода.
Эти характерные типы отклонений от i1, показанные на рисунке 1, наблюдаются в более короткие промежутки времени при более высокой скорости вращения катода из-за увеличения скорости роста дендритов и уменьшения толщины диффузионного слоя.
Подавление дендритообразования обычно достигается осаждением Sn-Pb на низкой плотности тока и введением функциональных добавок. Чем эффективнее добавка, тем выше будет допустимая рабочая плотность тока (обычно это 1-3 А/дм2).
Поляризационные кривые с введением одной из современных функциональных добавок показаны на рисунке 3.

Рисунок 3 — Поляризационные кривые на платиновом вращающемся дисковом электроде. Концентрация добавки в миллимолях показана на каждой кривой. Скорость вращения 400 об/мин. Скорость сканирования 10 мВ/сек.
а — осаждения олова из раствора 0,77Н Sn2+, 5Н HBF4;
б — осаждения свинца из раствора 0,3Н Pb2+, 5Н HBF4;
c — осаждения сплава олово-свинец из раствора 0,39Н Sn2+, 0,15Н Pb2+, 6,2Н HBF4
При плотностях тока до 95% i1 образуется равномерный, прочно сцепленный, полублестящий осадок на всех скоростях вращения электрода. Даже при i1 плоский фронт роста покрытия не нарушается, хотя покрытие и матовеет.
На рисунке 4 показано олово-свинцовое покрытие (60% олова) толщиной 25 мкм, полученное на продельной плотности тока 70 А/дм2.
 na plotnosti toka 70Adm2.webp "Электронное микроизображение сплава Sn-Pb(60)")
Рисунок 4 — Электронное микроизображение сплава Sn-Pb(60) на плотности тока 70А/дм2. Увеличение х200 и х8000.
Более детально катодный процесс может быть изучен по циклическим вольт-амперным кривым осаждения олова, свинца и их сплава (рисунок 5).

Рисунок 5 — Циклические вольтамперограммы на стеклоуглеродном электроде при осаждении. Скорость сканирования 2 мВ/с.
b — олова из раствора 0,01M Sn2+ ,
c — сплава олово-свинец из раствора 0,01M Pb2++0,01M Sn2+,
d — сплава олово-свинец из раствора 2,6мМ Pb2++ 0,01M Sn2+.
На всех кривых виден единственный пик восстановления, после которого ток уменьшается в соответствии с процессом, контролируемым диффузией.
Для систем с одним металлом наблюдается один анодный пик.
При равном количестве свинца и олова в растворе анодный пик разделяется на два (рисунок 5c). При более низких концентрациях свинца (рисунок 5d) анодный пик частично разделяется на два.
Такое же электрохимическое поведение наблюдалось и при увеличении концентрации компонентов в десять раз (рисунок 6).

Рисунок 6 — Циклические вольт-амперограммы на стеклоуглеродном электроде. Скорость развертки 2 мВ/с.
а — осаждения свинца из раствора 0,1M Pb2+;
б — осаждения олова из раствора 0,1M Sn2+ ;
в — осаждения сплава олово-свинец из раствора 0,1M Pb2+ 0,1M Sn2+ .
Как видно из рисунков 5 и 6, на всех кривых наблюдается перенапряжение зародышеобразовании.
Перенапряжение зародышеобразования примерно одинаково для осаждения чистого свинца и чистого олова. Как и ожидалось из термодинамических соображений, восстановление свинца начинается при несколько более положительных потенциалах, чем восстановление олова.
При осаждении из раствора 2,6мМ Pb2+ и 0,01М Sn2+ практически не было перенапряжения зародышеобразования при низкой скорости развертки (рисунок 5). Однако, когда концентрация раствора была изменена до 0,01 M Pb2+ и 0,01 M Sn2+ , перенапряжение зародышеобразования было таким же, как и для систем с одним металлом.
Для электролита, состоящего из 2,6 мМ Pb2+ и 0,01 M Sn2+ при скорости развертки 2 мВ/с (рисунок 5d), пик анодного тока частично разделялся на два, причем пик при более отрицательных потенциалах связан с растворением олова. Для этой концентрации доля тока, приходящаяся на свинец и олово примерно одинакова, что указывает на образование равнопроцентного состава. Для электролита с равным содержанием свинца и олова (рисунок 5с) доля тока, идущего на восстановление олова меньше, кривые больше похожи на кривые чистого свинца.
3.2 Катодный процесс в современном электролите без фтора.
Результаты исследования катодного процесса осаждения олово-свинцового сплава в современном безфтористом электролите показаны на рисунке 7. Вместо борфтористоводородной кислоты в него введена органическая добавка.
В случае осаждения индивидуального олова предельной плотности тока не наблюдается. Вероятно, это связано с гораздо меньшей поляризуемостью катода и большей плотностью тока обмена для восстановления водорода на олове, по сравнению с таковой на свинце.
Характер катодной кривой для сплава Sn-Pb ближе к Pb. Потенциал для осаждения сплава Sn-Pb(80) при 10 А/дм2 равен примерно -660 мВ.

Рисунок 7 — Катодные поляризационные кривые для осаждения Sn, Pb, Sn-Pb в ванне без фтора.
При введении функциональной добавки (ПАВ) характер кривых изменяется (рисунок 8).

Рисунок 8 — Катодные поляризационные кривые для осаждения Sn в ванне СЭ без Pb2+,Pb в ванне СЭ без Sn2+,Sn-Pb в ванне СЭ соответственно.
Добавка смещает потенциал восстановления водорода и потенциалы осаждения Sn, Pb и Sn-Pb в отрицательную сторону. Угол наклона кривых уменьшается, т.е. увеличивается поляризуемость катода за счет адсорбции ПАВ. В частности, потенциал осаждения Sn-Pb(80) с добавкой при 10 А/дм2 составляет примерно -1220 мВ (НКЭ), что на 560 мВ больше, чем в ванне без добавки.
Добавка не влияет на предельную плотность тока осаждения свинца.
3.3 Анодный процесс на растворимых анодах.
Во фторборатных и современных безфтористых электролитах даже при высоких плотностях тока аноды растворяются равномерно и без пассивации.
Типичным способом работы ванны является применение анодов из того сплава, который планируется осаждать. На таких анодах обычно образуется черный налет, вызванный металлическими примесями (Sb, Bi, Cu и As). Они не растворяются анодно, поскольку они более благородны, чем Pb или Sn. При превышении определенной концентрации примесей, особенно для сурьмы, на поверхности анода образуется уже темный объемный губчатый осадок. Если он перейдет в электролит, то в дальнейшем сможет встроиться в покрытие и вызвать шероховатость. Ниже перечислены допустимые металлические загрязнения для оловянно-свинцовых анодов, рекомендуемые для использования в оловянно-свинцовых электролитах.
|
Примесь |
Максимально допустимая концентрация загрязнений в аноде, % |
|
Sb |
0.03 |
|
As |
0.03 |
|
Bi |
0.01 |
|
Cu |
0.02 |
|
Fe |
0.01 |
|
Al+Cd+Zn |
0.002 |
Можно работать также используя аноды из чистого олова с добавлением солей свинца в раствор по мере необходимости. Однако, здесь следует учитывать дисбаланс в выходе по току олова на аноде и катоде. Этот метод работы применим только для сплавов с содержанием свинца до 5%, поскольку потери олова на вынос и окисление способствуют предотвращению его накопления в растворе.
Более подробно о работе олово-свинцовых растворимых анодов можно прочитать в статье.
4. Структура покрытия олово-свинец.
4.1 Структура покрытия, полученного из борфтористоводородного электролита.
Рассмотрим особенности структуры покрытия олово-свинец эвтектического состава (60% олова) из фторборатного электролита.
На рисунке 9 видно, что свинец осаждается на олове, образуя небольшие островки. Осаждение свинца явно препятствует отложению олова на олове, предотвращая образование дендритов.

Рисунок 9 — СЭМ-изображения сплава олово-свинец (60% олова), осажденных из: а,с - 1мМ Pb2+ + 10мМ Sn2+, b,d - 2,6мМ Pb2+ + 10мМ Sn2+.
Сильное влияние свинца на микроструктуру олова можно соотнести с недостаточным осаждением свинца на олово. Это также согласуется с тем фактом, что свинец ингибирует осаждение олова, т.е. олову становится доступно меньше участков для роста и оно с трудом откладывается на свинце.
На рисунке 10 показано изображение сплава Sn-Pb(60) в обратно рассеяных электронах.

Рисунок 10 — Изображение в обратно рассеяных электронах сплава олово-свинец (60% олова), осажденного из раствора 2,6мМ Pb2+ и 10мМ Sn2+, при 550 мВ в течение 300° с.
Серые зоны кристаллов-олово, а белая часть-олово. Кристаллиты имеют довольно равномерное распределение, и по завесам между кристаллитами ясно видно, что происходит перенос материала с образованием более крупных единиц на поверхности. Кроме того, можно видеть, что свинец и олово осаждаются бок о бок даже в этих небольших кристаллитах, показывая образование сплава также в микромасштабе. Количество кристаллитов примерно в десять раз больше, чем в осадке, показанном на рисунке 9b.
Однако количество центров зародышеобразования все еще на порядок ниже, чем полученное в потенциальных ступенчатых экспериментах.
4.2 Структура покрытия, полученного из современного электролита без фтора.
На рисунке 11 показана морфология поверхности матового олово-свинцового покрытия, осажденного из современного электролита без фтора, а на рисунке 12 - бестящего.

Рисунок 11 — Морфология поверхности матового олово-свинцового покрытия, осажденного из современного электролита без фтора.

Рисунок 12 — Морфология поверхности блестящего олово-свинцового покрытия, осажденного из современного электролита без фтора.
На рисунке 13 показаны микроизображения покрытия Sn–Pb(98) толщиной 16 мкм через 85 дней после нанесения из современного электролита без фтора.
Рисунок 13 — СЭМ-изображения с малым, средним и большим увеличением поверхности покрытия Sn–Pb(98) толщиной 16 мкм на консольной балке через 85 дней.
Видно, что на поверхности нет бугорков и усов. Наблюдаются только бороздки границ зерен.
СЭМ-изображение на рисунке 13c, четко показывает четыре изолированных зерна Pb. Это означает, что частицы Pb существуют в виде отдельных зерен, смешанных с зернами Sn, как и во фторборатном растворе.
Изображение поперечного сечения, полученное с помощью фокусируемого ионного пучка приведено на рисунке 14. Оно показывает, что структура покрытия Sn–Pb не столбчатая. По сравнению с покрытиями Sn и Sn-Cu, осадки Sn–Pb имеют гораздо больше границ зерен, параллельных верхней поверхности. Известно, что совместное осаждение Pb с Sn значительно снижает любую кристаллографическую текстуру Sn, предотвращая столбчатый рост.
Рисунок 14 — Изображение шлифа покрытия Sn–Pb(98) толщиной 16 мкм, полученное с помощью фокусируемого ионного пучка.
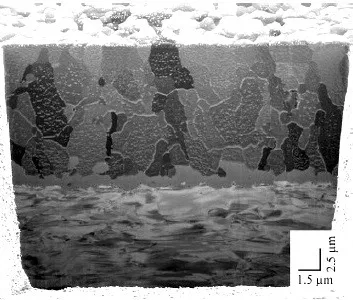
СЭМ-изображения поперечных сечений бронзы 16 мкм с различными покрытиями показаны на рисунке 15.

Рисунок 15 — Сечения фосфористой бронзы толщиной 16 мкм с покрытием: а - Sn; б - Sn-Cu; c - Sn-Pb(98) через год после нанесения покрытия.
Рисунок 15 подтверждает столбчатую зернистую структуру покрытий Sn и Sn-Cu. На всех трех микроизображениях на границе раздела между осадком и подложкой виден зубчатый интерметаллический слой Cu6Sn5 толщиной 1,5–2,5 мкм. Также присутствует гораздо более тонкий слой Cu3Sn, но он почти не виден. В покрытиях Sn-Cu также виден интерметаллид Cu6Sn5, распределенный по всему осадку, в основном по границам зерен Sn.
На границах зерен образцов чистого Sn или Sn-Pb интерметаллид не наблюдается. Еще раз отметим наличие большого количества поперечных границ зерен в осадке Sn-Pb по сравнению с осадками чистого Sn и Sn-Cu. Расположение фазы Pb на этих микрофотографиях не обнаружено.
Исследование Sn-Pb(98) покрытия с помощью просвечивающего электронного микроскопа через день после осаждения на стеклоуглерод показало чрезвычайно мелкие, до 10 нм сферические выделения Pb. Через месяц после нанесения покрытия частицы Pb разрастаются и представляют собой кубоиды с тетрагональными искажениями примерно 50 нм внутри зерен и большего размера на границах зерен Sn (рисунок 16).
")
Рисунок 16 — ПЭМ покрытия Sn–Pb(98) через месяц после осаждения: a - частицы Pb представляют собой тетрагонально искаженные кубоиды примерно на 50 нм внутри зерен Sn, b - более крупные частицы Pb на границах зерен Sn.
На рисунке 17 показано влияние добавки, способствующей измельчению зерна, на морфологию поверхности Sn–Pb(80).
")
Рисунок 17 — СЭМ, показывающие морфологию поверхности Sn-Pb(80), сформированных при: а - 10 А/дм2 из ванны с добавками, б - 8 А/дм2 из современного электролита без фтора.
В то время как зерна покрытия, нанесенного без ПАВ очень крупные и угловатые, зерна покрытия, нанесенного с применением добавки, очень мелкие и округлые.
Критический радиус электроосажденного зародыша для стабильного роста обратно пропорционален катодному перенапряжению. Скорость зародышеобразования также увеличивается с катодным перенапряжением. Поэтому, чем выше катодное перенапряжение, тем меньше размер зерен.
Катодное перенапряжение при осаждении Sn-Pb в ванне с добавлением функциональных добавок при 10 А/дм2 на 560 мВ больше, чем без них при эквивалентной плотности тока. Это приводит к более гладкой морфологии поверхности покрытий из ванны с добавками по сравнению с ванной без них (рисунок 18).
Дробление зёрен зардышей достигается на импульсном токе. Влияние рабочего цикла и частоты импульсов тока на морфологию поверхности слоев, осажденных при средней плотности тока 10 А/дм2, показано на рисунках 18 и 19 соответственно.

Рисунок 18 — Влияние рабочего цикла на морфологию поверхности осажденного из ванны с добавками Sn-Pb(80) при средней плотности тока 10 А/дм2 с частотой следования импульсов 25 Гц.
 Рисунок 19 — Влияние частоты импульсов тока на морфологию поверхности осажденного из ванны с добавками Sn-Pb(80) при средней плотности тока 10 А/дм2 с частотой следования импульсов 25 Гц.
Рисунок 19 — Влияние частоты импульсов тока на морфологию поверхности осажденного из ванны с добавками Sn-Pb(80) при средней плотности тока 10 А/дм2 с частотой следования импульсов 25 Гц.
Морфология поверхности покрытий, по-видимому, становится грубее с увеличением рабочего цикла или увеличения частоты импульсов.
5. Свойства оловянно-свинцовых покрытий.
5.1 Коррозионная стойкость.
Покрытие Sn-Pb в целом выдерживает действие хромовой кислот, хлоридов, щелочных металлов, персульфата аммония и щелочного раствора хлорида меди. Разрушение происходит в кислых хлоридных растворах меди и железа.
Sn-Pb(60) при толщине 6 мкм хорошо работает в агрессивных и умеренно тяжелых промышленных условиях, при этом сопротивление электрического контакта увеличивается медленно. В средах содержащих сероводород, сернистый газ, диоксид азота, аммиак и на воздухе при нагреве до 120° C это покрытие показывает наилучший результат по сравнению с другими покрытиями, такими как Ni толщиной 3 мкм или блестящее олово Sn толщиной 15 микрометров.
В таблице ниже представлено сравнение Sn-Pb(60) по коррозионной стойкости с другими покрытиями, где 1 — высокая, 2 — удовлетворительная, 3 — плохая. Основной материал — медь.
|
Материал |
Толщина, мкм |
H2S |
SO2 |
Cl2 |
NO2 |
NH3 |
Воздух 120о С |
Солевой туман |
|
Au, 3 мкм |
3 |
1 |
1 |
2 |
1 |
1 |
1 |
1 |
|
AuCo1 3 мкм |
3 |
1 |
1 |
3 |
1 |
1 |
3 |
1 |
|
AuNi10 3 мкм |
3 |
2 |
2 |
1 |
1 |
1 |
2 |
1 |
|
Au, 0.2 мкм |
0,2 |
1 |
3 |
3 |
3 |
1 |
3 |
2 |
|
Ni/Au, 3/1 мкм |
4 (3/1) |
3 |
1 |
3 |
1 |
1 |
1 |
1 |
|
Ni/Au, 3/3мкм |
6 (3/3) |
1 |
1 |
3 |
1 |
1 |
1 |
1 |
|
Ag, 10 мкм |
10 |
2 |
1 |
2 |
3 |
1 |
1 |
2 |
|
Ni/Pd, 3 мкм |
3 |
2 |
2 |
3 |
1 |
1 |
1 |
1 |
|
Хим.Sn, 0.5 мкм |
0,5 |
2 |
2 |
3 |
3 |
1 |
3 |
2 |
|
Матовое Sn |
15 |
1 |
3 |
1 |
1 |
1 |
1 |
2 |
|
Блестящее Sn |
15 |
1 |
2 |
3 |
1 |
1 |
1 |
2 |
|
Sn-Pb(60) |
6 |
1 |
1 |
2 |
1 |
1 |
1 |
2 |
|
Ni |
3 |
3 |
3 |
3 |
2 |
1 |
2 |
2 |
|
Cu |
- |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
5.2 Окисляемость.
Образование оксидов на олово-свинцовых покрытий влияет на их паяемость. При первоначальном контакте с воздухом только что полученный гальванический осадок образует оксидный слой толщиной около 1,5 нм. Эти оксидные слои очень стабильны и дальнейший рост происходит чрезвычайно медленно. Через год она обычно составляет около 3 нм.
Если металл хранится при высоких температурах, скажем 200° C, оксидный слой толщиной около 30 нм образуется в течение 24 часов. Скорость окисления в этих условиях в два раза выше, чем при 100° C. Во влажной атмосфере скорость роста увеличивается.
На рисунке 20 показано образование оксида как функция времени в кипящей воде.

Рисунок 20 — Толщина оксидов на поверхностях свинцово-оловянных сплавов при выдержке в кипящей воде.
Оксиды на поверхности Sn-Pb, которые образуются во время нагрева в нормальной атмосфере, состоят в основном из оксидов олова, как это показано спектром на рисунке 21. На нем сплав Sn/Pb(90) нагревали до 175° C в течение 24 часов.

Рисунок 21 — Оже-спектр блестящей поверхности свинца-олова после 24-часовой термообработки при 175° C.
5.3 Паяемость.
Диаграмма состояния на рисунке 22 показывает, как температуры полного расплавления и затвердевания сплавов Sn-Pb изменяются в зависимости от соотношения компонентов.

Рисунок 22 — Диаграмма состояния олово-свинец: 1 – жидкий припой, 2 – твердый припой.
Только при эвтектическом составе Sn-Pb(63) эти температуры совпадают при 183° С. Заштрихованные области на диаграмме - условия, при которых жидкая и твердая фазы существуют одновременно и металл находится в более или менее пластическом состоянии. Сплав Sn-Pb(60) имеет температуру плавления несколько более высокую, чем эвтектическая, и ограниченный интервал кристаллизации.
При подборе покрытия под пайку его состав подбирается из условий компромисса между желанием иметь низкую температуру пайки и уверенностью, что при кристаллизации припоя исключится возможность образования сухих паек, которые могут возникнуть из-за малого интервала кристаллизации. Наиболее оптимален состав Sn-Pb(60) несколько смещенный относительно эвтектического.
Как упоминалось выше, существует тесная корреляция между образованием оксидов и способностью к пайке покрытий. Поэтому в настоящее время стандартной практикой является проверка паяемости после испытаний на ускоренное старение, которые моделируют некоторые реакции, которые могут происходить на поверхности покрытий во время хранения. Испытания на старение также показывают влияние образования интерметаллических слоев на паяемость.
Стандартные испытания на старение следующие:
- Выдержка на пару до 8 ч.
- Хранение при 40° C и влажности 93% в течение 4, 10, 21 или 56 дней.
Если покрытие имеет развитую пористую поверхность, то оно быстро окисляется, что ухудшает паяемость. Быстрое окисление покрытия объясняется, в основном, наличием в капиллярных порах остатков электролита, удалить которые промывкой практически не удается. Для получения хорошей паяемости гальваническое покрытие олово-свинец рекомендуют оплавлять.
Паяемость проверяется методом погружения и осмотра или методом баланса смачивания. Стандартные условия испытаний:
Критерий приемки - смачивание не менее 95% погружаемой поверхности.
5.4 Содержание углерода.
Поскольку во всех кислотных оловянно-свинцовых электролитах используются органические добавки в качестве измельчителей зерна или блескообразователей, всегда наблюдается некоторое совместное осаждение этих органических веществ с покрытием. Эти органические вещества могут вызвать ухудшение паяемости, поэтому допустимое количество углерода ограничено 0,05%.
В матовых оловянно-свинцовых покрытиях обычно гораздо меньше углерода, типичные значения составляют 0,005%. Блестящие покрытия обычно показывают более высокие значения, >0,05%. В некоторых источниках сообщается даже о таких высоких уровнях, как 0,35%. Кроме того, в блестящих электролитах часто возникает проблема, заключающаяся в том, что в растворе может происходить накопление продуктов распада органических ПАВ, что приводит к дальнейшему увеличению соосаждения органических веществ.
5.5 Контактное электрическое сопротивление.
Зависимость сопротивления и теплопроводности олово-свинцового сплава от содержания в нем свинца приведена на рисунке 23.

Рисунок 23 — Зависимость сопротивления и теплопроводности покрытия олово-свинец от содержания в нем свинца.
Подверженные воздействию атмосферы, содержащей H2S или SO2, покрытия Sn-Pb(90) демонстрируют хорошие характеристики с небольшим увеличением контактного сопротивления.
В хлоридсодержащих атмосферах олово-свинец ведет себя лучше, чем чистое олово, возможно, потому что образование слоев хлорида свинца препятствует дальнейшему разрушению покрытия.
Олово-свинец очень хорошо работает в атмосфере, содержащей NO2 или NH3. На рисунке 24 показано изменение контактного сопротивления после воздействия различных смесей испытательных газов на проводник.
 posle vozdejstviya razlichnyh gazovyh smesej.webp "Изменение электрического контактного сопротивления")
Рисунок 24 — Изменение электрического контактного сопротивления поверхностей сплава олово-свинец (90) после воздействия различных газовых смесей.
Хранение на воздухе при 120° C очень мало меняет сопротивление электрического контакта, но для блестящих покрытий наблюдается некоторое увеличение. Максимум достигается в первые 10 часов. После этого значения медленно падают, а затем снова увеличиваются. Зависимость проиллюстрирована на рисунке 25.

Рисунок 25 — Зависимость сопротивления покрытия олово-свинец от времени выдержки при повышенной температуре.
Возможное объяснение состоит в том, что включенные органические вещества мигрируют к поверхности за счет диффузии по границам зерен. Это приводит к увеличению электрического контактного сопротивления. Затем следует их испарение или окислительное разрушение, что отражается в падении значений сопротивления. Наконец, прогрессирующий рост оксидов снова вызывает сопротивление. Оже-спектр на рисунке 21 показывает, как углеродсодержащие соединения накапливаются на поверхности.
5.5 Физико-механические свойства.
Олово-свинцовые сплавы отличаются малой твердостью. В случае матовых покрытий эта величина в значительной степени не зависит от состава сплава и обычно составляет 8-10 единиц твердости по Виккерсу при нагрузке 15 г. Максимум твердости достигается при концентрации олова 10%
Блестящие оловянно-свинцовые покрытия значительно более твердые. Их твердость сильно зависит от состава сплава и используемого блескообразователя. При содержании свинца до 10% свинца, значения твердости по Виккерсу находятся между 15 и 20. При использовании повышенных концентраций добавок твердость может быть повышена до 25 НВ. С увеличением содержания свинца твердость заметно уменьшается, хотя и не линейно. В некоторых системах было обнаружено внезапное снижение твердости с 15 до 5-6 при концентрациях Pb около 15-20%. В этот момент значения твердости падают с 15 до 5-6 (HV15).
Твердость оловянно-свинцовых сплавов может быть повышена путем совместного осаждения небольших количеств меди, сурьмы или висмута. Использование первых двух хорошо известно в подшипниковой промышленности, тогда как роль висмута в основном рассматривается как побочный эффект, когда он вводится в электролит для улучшения блеска.
Переход от матовых к блестящим покрытиям сопровождается удвоением твердости. В то же время наблюдается изменение кристаллической структуры. Матовые олово-свинцовые покрытия демонстрируют преимущественно неориентированный рост. В случае блестящего покрытия со значениями твердости около 20 HV15 наблюдается определенный ориентированный столбчатый рост кристаллов.
Поскольку более твердые покрытия также и более хрупкие, эти изменения в кристаллической структуре могут привести к проблемам, если покрытые компоненты будут подвергнуты какой-либо механической деформации. Может произойти сильное растрескивание с последующим окислением в трещинах. Это неизбежно приведет к плохой паяемости.
В поверхностном монтаже растрескивание электронных компонентов происходило бы вблизи паяных соединений. Для этих применений предпочтительно использование матовых оловянно-свинцовых отложений.
На рисунке 26 и 27 показано растрескивание в блестящем оловянно-свинцовом покрытии. Некоторые трещины доходят до подложки. 
Рисунок 26 — Растрескивание блестящего олово-свинцового покрытия. Морфология поверхности.

Рисунок 27 — Трещина на блестящем олово-свинцовом покрытии, охлажденном в жидком азоте. Видна четкая волокнистая столбчатая структура.
В то же время матовое олово после осаждения не образует трещин при изгибе. Трещины, показанные на рисунке 28, были получены только после охлажедния в жидком азоте.

Рисунок 28 — Трещина на матовом олово-свинцовом покрытии. Видна неориентированная дисперсная структура.
Зависимости других механических свойств олово-свинцового покрытия от состава приведены на рисунках 29, 30 и 31.

Рисунок 29 — Зависимость плотности и коэффициента линейного термического расширения от содержания свинца в сплаве олово-свинец.

Рисунок 30 — Зависимость предела прочности от содержания свинца в сплаве олово-свинец.

Рисунок 31 — Зависимость прочности на сдвиг и удлинения от содержания свинца в сплаве олово-свинец.

Читайте также статьи
Механизм оловянирования (лужения)
Что такое олово и висмут? Механизм оловянирования и структура покрытия
Гальванические покрытия в электротехнике
Токоведущие шины. Для чего используются и какие характеристики имеют?
Токопроводящие кристаллы (усы) на оловянном покрытии
Природа оловянных усов и механизм их образования

Хотите стать нашим клиентом?
Просто оставьте Вашу заявку, заполнив форму справа и мы свяжемся с Вами в ближайшее время. Спасибо!

Отправляя заявку, Вы даете согласие на обработку Ваших персональных данных. Ваши данные под защитой.