



АНОДИРОВАНИЕ АЛЮМИНИЯ БЕЗ ОКРАШИВАНИЯ



















Описание
Анодирование - создание керамического покрытия путем превращения поверхностного слоя алюминия в оксид. Толщина анодной пленки, ее морфология и структура зависят от температуры и состава электролита, времени осаждения, напряжения на ванне. Технология обработки деформируемых и литейных сплавов отличается (подробнее о них - здесь). При напряжении 12-40В получаются пленки толщиной в десятки микрон, в то время как при напряжении 180В и охлаждении - сотни. Микротвердость оксида однозначно выше, чем чистого металла, но точное значение зависит от марки сплава - от 1960 до 4900 МПа. Свежеосажденное покрытие пористое и может быть уплотнено, наполнено в различные цвета, а также промаслено. Масло прочно задерживается в порах и повышает износостойкость. Проведение операции уплотнения делает покрытие беспористым и коррозионно-стойким, но снижает адгезию ЛКП.
Процесс анодирования связан с явлением анодной пассивности. Она выражается в резком торможении растворения алюминия в электролите по достижении определенного электродного потенциала. Наступление пассивности сопровождается возрастанием поляризации при одновременном самопроизвольном падении проходящего через электролит тока. Пассивация закладывает первый тончайший слой оксида алюминия с хорошей адгезией к подложке, плотной структурой и диэлектрическими характеристиками. Он формируется за счет взаимодействия алюминия с кислородом воды. Далее при анодировании алюминия могут происходить такие процессы, как:
- Полное растворение получаемой оксидной пленки;
- Одновременное наращивание и частичное растворение оксидной пленки в дефектных местах с получением толстого, но пористого покрытия. Рост такой пленки происходит за счет оксидирования алюминия вглубь в порах.
При качественном анодировании образовавшаяся оксидная пленка химически частично пробивается электролитом, электрический ток подходит к поверхности алюминия и там вновь образуется оксид. Далее процесс периодически повторяется.
Таким образом, аноднооксидное покрытие имеет следующую структуру:
- Ближе к металлу расположен барьерный слой, отличающийся небольшой толщиной 0,01 - 0,03 мкм из расчета 0,008 - 0,012 мкм/В. Она практически не меняется на всем протяжении процесса.
- Над барьерным слоем располагается слой покрытия, пронизанный конусообразными порами, расширяющимися по направлению к электролиту. Именно внешний слой и определяет конечную толщину аноднооксидного покрытия.
Формирование пористой структуры является необходимым условием роста оксидного слоя. Оксид алюминия является плохим проводником электричества, а поры, хотя и заполнены электролитом, имеют весьма малый диаметр, поэтому сопротивление анода во много раз выше, чем все остальные составляющие падения напряжения на ванне.
Активное участие в формировании пленки принимают примеси и легирующие добавки. Они могут встраиваться в покрытие, растворяться, а также образовывать на поверхности шлам. Поэтому окончательный цвет анодированного алюминия зависит от марки сплава, вида термической и механической обработки его поверхности. Например, Д16 более темный, АМГ6 - более светлый при одинаковой толщине. Механообработка и сварка нарушают структуру металла, поэтому в этих местах процесс идет активнее и покрытие обычно получается более темным. Точный цвет и характеристики покрытия всегда проверяются на опытных образцах.
Заказать анодирование алюминия по ГОСТ 9.305-84 вы можете по телефонам и электронной почте, указанным в разделе "КОНТАКТЫ". Для ускорения расчетов просим воспользоваться специальной формой для on-line заказа.
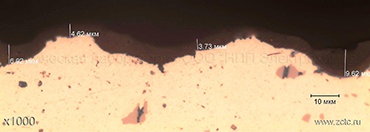
Микрофотография поперечного шлифа покрытия приведена ниже:
Характеристики
|
Обозначение |
Ан.окс, Ан.окс.нв (при дополнительном уплотнении в воде) |
|
Толщина |
6-40мкм (оптиимальная, возможна и большая толщина) |
|
Микротвердость |
1960-2450 МПа - Д1, Д16, В95. 2940-4900 МПа - А5, А7, А99, АД1, АМг2, АМг2с, АМг3, АМг5, АМг6, АМц. 4900 МПа - для эматалиевого покрытия. |
|
Удельное электрическое сопротивление при 18° C |
1012 Ом⋅м |
|
Допустимая рабочая температура |
100° C |
Достоинства покрытия:
- Основное защитно-декоративное покрытие для алюминия и его сплавов. Анодировка практически не меняет размер деталей - прирост толщины на 2-3 мкм. Однако, предшествующее анодировке травление алюминия может значительно уменьшить размер, если процесс вести неконтролируемо. Качество покрытия повышается с улучшением чистоты обработки поверхности деталей. Отражательная способность анодированного алюминия и его сплавов уменьшается в следующем порядке: А99, А97, А7, А6, АД1, АМг1, АМг3, АД31, АД33.
- Хорошая основа для нанесения лакокрасочных покрытий, клеев, герметиков и т.п.
- Аноднооксидные покрытия толщиной более 15 мкм и с определенной структурой являются износостойкими, особенно при использовании смазок, а также обладают теплоизоляционными свойствами. Детали с твердыми анодно-окисными покрытиями могут подвергаться механической обработке.
- Высокие электроизоляционные свойства - пробивное напряжение при толщине 20 мкм - 500В. Сопротивление покрытия на пробой возрастает с увеличением его толщины, уменьшением пористости и повышением качества исходной поверхности. Царапины, риски, вмятины, острые кромки снижают электроизоляционные свойства покрытия.
- Анодно-оксидное покрытие обладает прочным сцеплением с основным металлом и более низкой теплопроводностью, чем основной металл.
Недостатки покрытия:
- Анодно-окисные покрытия хрупки и склонны к растрескиванию при нагреве выше 100° С или деформациях.
- При сернокислотном анодировании шероховатость поверхности увеличивается на два класса. При назначении анодно-окисных покрытий следует учитывать их влияние на механические свойства основного металла.
- При содержании в сплаве более 3% меди не рекомендуется применять покрытия Ан.Окс.эмт и Ан.Окс.эиз (эматалирование и электроизоляционное анодирование).
- При содержании в сплаве более 5% меди не рекомендуется применять также покрытия Ан.Окс.хр и Ан.Окс.тв.

Читайте также статьи
Механизм анодирования
Что такое анодирование. Состав и структура оксида. Теория образования пленки.

Хотите стать нашим клиентом?
Просто оставьте Вашу заявку, заполнив форму справа и мы свяжемся с Вами в ближайшее время. Спасибо!

Отправляя заявку, Вы даете согласие на обработку Ваших персональных данных. Ваши данные под защитой.