



ОЛОВО-ВИСМУТ НА НЕРЖАВЕЮЩЕЙ СТАЛИ. БЛЕСТЯЩЕЕ


Описание
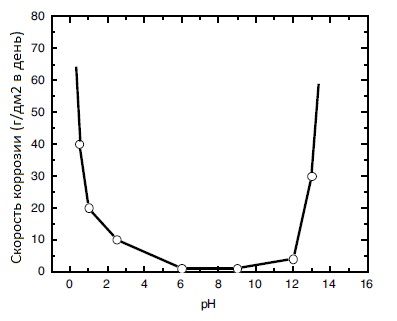
Лужение нержавеющей стали сплавом олово-висмут решает три основных задачи: защиту поверхности от прямого контакта с алюминием и медью (коррозионно-опасная гальванопара), улучшение паяемости, облегчение свинчиваемости с одновременной герметизацией резьбовых соединений. Оловянирование также делается на деталях из нержавейки в морском исполнении. Подслой никеля толщиной в 1-2,5 мкм перед лужением нержавеющей стали обязателен, т.к. без него покрытие отслоится. Скорость коррозии чистого олова в зависимости от рН среды приведена на рисунке:
Заказать блестящее лужение нержавеющей стали сплавом олово-висмут по ГОСТ 9.305-84 вы можете по телефонам и электронной почте, указанным в разделе "КОНТАКТЫ". Для ускорения расчетов просим воспользоваться специальной формой для on-line заказа.
Характеристики
|
Обозначение (пример) |
О-Ви6, О-Ви9, О-Ви12, О-Ви15, О-Ви18, О-Ви21, О-Ви24, О-Ви27; О-Ви.6, О-Ви.9, О-Ви.12, О-Ви.15, О-Ви.18, О-Ви.21, О-Ви.24, О-Ви.27; О-Ви(99,7-99,8)6.б, О-Ви(99,7-99,8)9.б, О-Ви(99,7-99,8)12.б, О-Ви(99,7-99,8)15.б, О-Ви(99,7-99,8)18.б и т.д. |
|
Толщина |
3-100 мкм (возможна и большая толщина) |
|
Микротвердость |
118-198 МПа |
|
Удельное электрическое сопротивление при 18° C |
11,5⋅10-8 Ом⋅м |
|
Допустимая рабочая температура |
200° C |
|
Содержание висмута в сплаве О-Ви |
0,2-2% |
Достоинства оловянирования:
- Оловянное покрытие с подслоем никеля увеличивает коррозионную стойкость изделий из нержавеющей стали в солевой среде.
- Оловянное покрытие исключает прямой контакт нержавеющей стали с алюминием и медью. В результате такого прямого контакта возможно образование гальванопары, в которой нержавеющая сталь будет выступать катодом, а алюминий анодом, т.е. будет происходить активная коррозия алюминия. При контакте с медью возможно ускорение коррозии самой стали.
- Стойко к действию серосодержащих соединений и рекомендуется для деталей, контактирующих со всеми видами пластмасс и резин. Олово также устойчиво в солевых средах.
- Обеспечивает паяемость нержавеющей стали. Блестящее покрытие олово-висмут сохраняет способность к пайке более длительное время, чем матовое. Легирование висмутом позволяет сохранять способность к пайке больше года.
- Обладает хорошими антифрикционными свойствами.
- Легирование висмутом позволяет предотвратить образование на поверхности покрытия в процессе хранения токопроводящих кристаллов-игл.
- Легирование олова висмутом в количестве более 0,5% также позволяет избежать разрушения покрытия при температурах ниже -30° C. Разрушение оловянных покрытий БЕЗ висмута происходит вследствие перехода компактного белого олова β-Sn в порошкообразное серое α-Sn (явление «оловянная чума»).
Недостатки оловянирования:
- Низкая износостойкость при трении по более твердым материалам и при абразивном воздействии.
- Более низкие, по сравнению с олово-свинцом и свинцом антифрикционные свойства.
- Наличие в составе висмута не позволяет использовать покрытые изделия, если они должны контактировать с пищевыми средами.
- Относительно нестойко в щелочной среде (постепенная слабая коррозия).

Хотите стать нашим клиентом?
Просто оставьте Вашу заявку, заполнив форму справа и мы свяжемся с Вами в ближайшее время. Спасибо!

Отправляя заявку, Вы даете согласие на обработку Ваших персональных данных. Ваши данные под защитой.